外观检查

沾锡能力测试


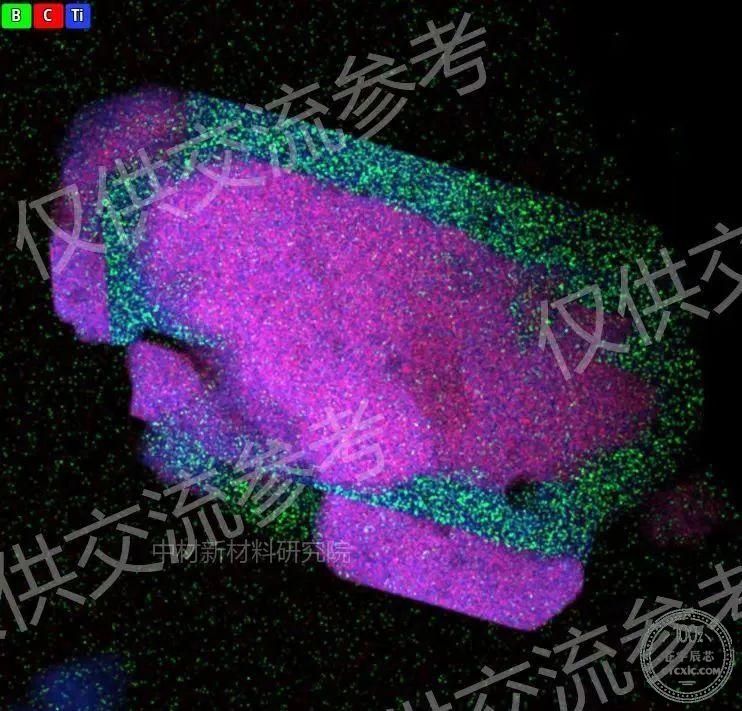
焊点IMC分析

锡膏品质分析

焊点切片分析
对NG样品连接器焊点进行切片分析,发现左右两侧引脚到FPC-Pad的间距明显比中间引脚到FPC-Pad的间距大,间距差异达到108.3um,呈现两侧高中间低的现象。



连接器共面性分析

FPC热变形分析
从结构上看FPC的连接器焊接区域背面都有贴合FR4补强片,目的是增加FPC的机械强度,便于连接器焊接。由于FPC软板的强度较低,高温变形较大,则补强片的耐热变形能力,将直接影响到FPC侧的变形状况,从而影响到焊接的有效距离。
因此我们会重点关注补强片的耐热性。通过用差热扫描仪(DSC)测试补强片的玻璃化转变温度(Tg)仅为130~140℃,即补强片从玻璃态转化为橡胶态的温度点为130~140℃。
在正常的无铅焊接中需要经受235~250℃的高温,在此高温过程中补强片处于橡胶态,很可能会发生较大的翘曲变形,未能对FPC软板起到很好的支撑作用,以致FPC软板发生较大的翘曲变形。

产品结构分析
从结构上看,连接器是通过post柱与FPC的定位孔匹配的,如果post柱和定位孔的匹配性不佳,贴装插入时post柱也会对FPC造成一定的变形。通过对NG品/OK品的post柱和定位孔位置进行外观检查,发现:NG品补强片与FPC定位孔对位不准,FPC的通孔内有毛刺等问题,部分样品的连接器post柱无法正常下压,底部顶在补强片表面或孔内毛刺上。